WHY CALIBRATE IN RENEWABLE ENERGY?
Evidence-based study for the justification of ISO/IEC 17025:2017 calibration program specific to renewable industries
Calibration program reliability proves critical to assembly equipment
PROBLEM
Most wind companies do not have internal analytics available to justify their calibration program.
SOLUTION
ALLTITE analyzed 104,184 calibrations performed between 2016-2019 and mapped data points to detect trends based on “as found” instrument tolerances in mostly high-risk environments.
RESULTS
Discovered that a calibration program is justified based on the percentage of tools rejected as unsafe, instruments found out of tolerance and the likelihood of a catastrophic incident due to tools that were out of calibration.
ONGOING
The data shows us that companies are taking an operational risk every day by using tools and equipment that may be outside of accuracy tolerances. This is a risk to property and personnel that can be mitigated by a regular calibration program.
Wind turbine structural and electronic failure can lead to loss of uptime, and, in extreme conditions, catastrophic collapse. Reliability is therefore critical to the assembly equipment utilized. With the energy demands of industrial electronic systems increasing, OEMs and suppliers are faced with the challenge of providing data that supports system and instrument reliability. Pressure, torque and electrical instruments properly calibrated are associated with an ISO/IEC 17025:2017 quality management program. ALLTITE found after a 3 year study that when an ISO calibration program was consistently implemented, the reliability of instruments used in the field actually increases based on reducing the number of out of tolerance tooling.
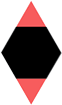
In 2016 a study was published by IOP Science Journals "Wind Turbine Failures - Tackling current Problems." The study pointed to the need to track what specifically led to the downtime and catastrophic failure of 4300 turbines. The study aimed to create uniformity in data treatment by modernizing classifications by which subsystem caused the greatest failures and downtime. Amongst 41 classifications in the study, the highest downtime reported included a turbine's: Gearbox, Blades, and Hubs. Figure 2. Demonstrates these three critical areas and the downtime amongst the turbines studied.
Downtime prevention programs rely heavily on personnel and processes for risk mitigation; and those personnel are relying on their measuring tools and equipment.
Imagine a scenario where a technician was trained and properly executes his job function on a critical area like a Gearbox. He does everything as trained and by the book, however, the equipment he was relying on was not properly functioning without his knowledge. This could be a technician tightening a main shaft to hub bolt with a torque wrench with an accuracy of -50%, or a technician testing insulation resistance with a Megger reading low leading to a major short in a system. The potential for disaster is large in many different systems on a wind turbine.
To avoid this risk, many companies calibrate their precision instruments. Sometimes they calibrate measuring tools and equipment (MTE) as a requirement of their quality management system or they believe it to be best practice. Many other companies do not calibrate because there is no authority or regulatory body compelling them to and not doing so is perceived as a cost savings. Compliance with regulations, norms and standards as well as improved quality are all good reasons to have a calibration program, but those benefits must be weighed against costs. There exists a wide discrepancy between calibration programs in the renewable industry. They vary from a torque stand or "clicker checker" on a truck to a temperature-controlled accredited laboratory.
Most companies do not have internal analytics available to justify their calibration program. ALLTITE analyzed 104,184 calibrations performed over three years (2016-2018) and mapped data points to detect trends based on “as found” instrument tolerances in mostly high-risk environments. It was discovered that a calibration program is justified based on the percentage of tools rejected as unsafe, instruments found out of tolerance and the likelihood of a catastrophic incident due to tools that were out of calibration.
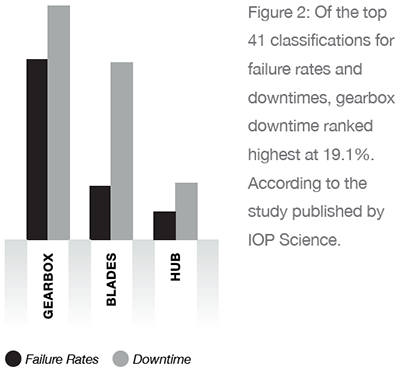
Out of tolerance (OOT) findings are MTE that are discovered to be out of calibration in the “as found” condition. Between 2016 and 2018 the percentage of Type II, Class A torque wrenches (clicker wrenches) found OOT was 5.47%. At first glance, having roughly 95% of MTE found in tolerance might seem to be reason not to calibrate. If there was 95% assurance that tools were calibrated, that might seem to be an acceptable risk. However, if 5.47% of the tools studies is the equivalent of 5,702 tools. To break that down further that equaled: 4,100 torque tools, 849 pressure gauges and 753 electronic measurement tools. Of the OOT tools, the specific tools to be most concerned with are those rejected or unsafe. These are tools that are far outside the tolerance levels; manual torque wrenches were discovered to range from -83% to +154% tolerance. These tools represent 2% of the total wrenches calibrated (Figure 1). Again, this is a small number by percentage, but the consequences can be catastrophic.
Imagine replacing a the lug nuts on a tire with a torque wrench +154% out of tolerance. If it was set to 200 ft.lbs. but instead applied 308 ft.lbs. unknowingly and the truck left the shop with the lugs tightened past yield. This is a catastrophe waiting to happen when these bolts break, and a wheel comes off. The same scenario is likely in heavy industry.
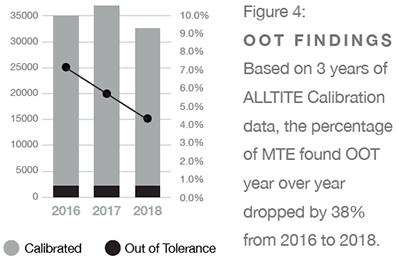
The use of “clicker checkers” or torque wrench testing devices are torque transducers mounted to a bench or I-beam in the shop that technicians can use to test their wrenches ona more frequent basis than an annual calibration. While this can be supplemental to a quality management program as it does reduce the risk of using a wrench that is a significant outlier in accuracy; it is not a replacement for calibration. Calibration is testing plus adjusting the wrench back inside acceptable tolerances. Torque Testing does not have near the accuracy of a torque wrench loader as the wrench is manually loaded and that creates errors due to lateral force on the handle, deflection, vibrations, misalignment and inconsistency. Companies that use torque testing devices should consider it a good practice to augment a calibration program that recertifies the wrench annually. A calibration program is defined as a standard practice calibration performed at repeatable intervals with the data and certifications kept for a stated period of time. ALLTITE typically sees companies calibrate on an annual and semi-annual interval and retain their records for 10 years. By having this data, ALLTITE analyzed companies that ustilized the ISO/IEC 17025:2017 compliant calibration program over three years. Running a calibration program on consistent time intervals provides an increase in quality year over year. Figure 4 shows the percentage of MTE found OOT (Out Of Tolerance) year over year dropped by 38% from 2016 to 2018. This justifies a regular program by reducing the risk of a large outlier year over year.
What is best practice for a calibration program? Many organizations will have a Quality Management System (QMS) pursuant to, or certified to, ISO standards. The generic nature of the standards makes them universally applicable to a wide range of organizations, regardless of size or business model. With a framework as a reference, organizations can design and implement systems in a way that best meets their needs. Each organization can focus on meeting its unique goals, not complying with ill-matching requirements. The guidance that is provided for companies seeking certification for ISO 9001:2015 must comply with the following clauses that specifically address this:
7.1.5 MONITORING AND MEASURING RESOURCES
7.1.5.1 GENERAL
The organization shall determine and provide the resources needed to ensure valid and reliable results when monitoring or measuring is used to verify the conformity of products and services to requirements. The organization shall ensure that the resources provided:
A) are suitable for the specific type of monitoring and measurement activities being undertaken;
B) are maintained to ensure their continuing fitness for their purpose.
The organization shall retain appropriate documented information as evidence of fitness for purpose of the monitoring and measurement resources.
7.1.5.2 MEASUREMENT TRACEABILITY
When measurement traceability is a requirement, or is considered by the organization to be an essential part of providing confidence in the validity of measurement results, measuring equipment shall be:
A) calibrated or verified, or both, at specified intervals, or prior to use, against measurement standards traceable to international or national measurement standards; when no such standards exist, the basis used for calibration or verification shall be retained as documented information;
B) identified to determine their status; safeguarded from adjustments, damage or deterioration that would invalidate the calibration status and subsequent measurement results.
The organization shall determine if the validity of previous measurement results has been adversely affected when measuring equipment is found to be unfit for its intended purpose and shall take appropriate action as necessary.
The ISO standard that specifically relates to calibration service providers is ISO/IEC 17025:2017. ALLTITE is currently accredited to ISO/IEC 17025:2017 . Any calibration service provider chosen should have an accreditation to the ISO/IEC 17025:2017 standard.
ALLTITE believes that the components of an ISO compliant calibration management program should contain the following requirements:
- Verification and calibration at customer specified and industry best practice intervals to National Institute of Standards and Technology (NIST) traceable standards.
- Document through the basis by which the calibration is performed when NIST traceable standards do not exist.
- Identify tool calibration and identification status using QR or bar coded labeling
- Calibration records contain:
– equipment identification, including the measurement standard against which the equipment is calibrated,
– revisions following engineering changes, as appropriate
– any out-of-specification readings as received for calibration/verification,
– an assessment of the impact of out-of-specification condition, as appropriate
– statements of conformity to specification after calibration/verification
It might seem daunting to put all of this together but there are calibration service providers that can manage this program. Consulting services are also available to review your current QMS to verify compliance with current standards and best practice. The data shows us that wind companies are taking an operational risk every day by using tools and equipment that may be outside of accuracy tolerances. This is a risk to property and personnel that can be mitigated by a regular calibration program. Companies that calibrate yearly have seen a decrease in the tools found OOT by 38% in three years. Investment in the right calibration program is justified with consideration of future loss and risk due to a catastrophic incident.

Tom Smith
CEO
1600 E Murdock
Wichita, KS 67214
316.686.3010
alltite.com